Hightop Groupin modernissa tuotantokannassa jokaisen rakennuskoneen syntymä edellyttää jatkuvaa valmistuksen kehittämistä. Suunnittelusta tuotantoon asti seitsemän tiukkaa tuotantoprosessia liittyvät toisiinsa ja rakentavat yhdessä vahvan perustan Hightop-tuotteiden luotettavalle laadulle.

Prosessi 1: Innovatiivinen suunnittelu
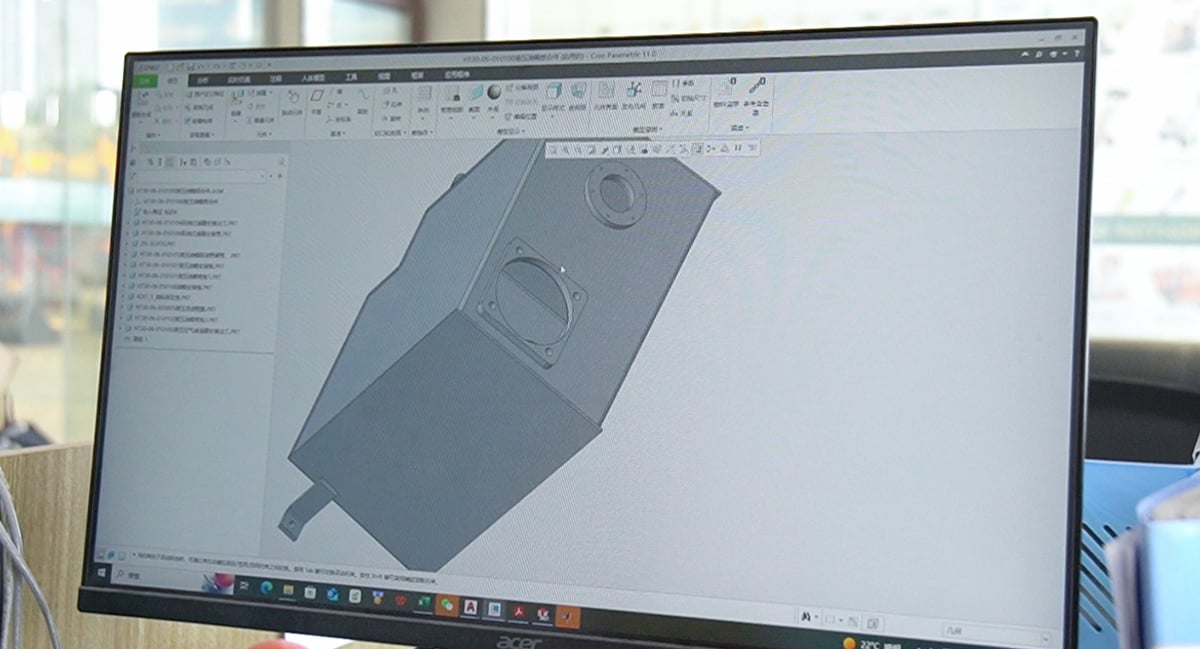
Jokainen laite alkaa tarkalla suunnittelulla. Hightopin insinööritiimi käyttää edistyneitä CAD/CAM-suunnittelujärjestelmiä tuotteiden kehittämiseen ja innovointiin markkinatarpeiden mukaisesti, tarjoten tarkan teknisen ohjauksen ja tukitiedot seuraavaa tuotantovaihetta varten.
Hightopin R&D-insinöörit keskittyvät rakenteellisen suunnittelun ohella myös suorituskyvyn optimointiin, ergonomiaan, energiatehokkuuteen ja komponenttien kestävyyteen. Ennen kuin tuote siirtyy koneenpiirtovaiheeseen, se käy läpi digitaalista simulointianalyysiä, kuten jännitystestauksen, kuorman jakautumisen optimoinnin, dynaamisen mallintamisen ja rakenteellisen lujuuden arvioinnin. Näiden vaiheiden avulla voidaan tunnistaa mahdolliset heikkoudet, parantaa rakenteellisia järjestelyjä ja vahvistaa valmistuksen toteuttavuus.
Markkinakysyntätutkimus on myös osa suunnitteluvaihetta. Insinöörit keräävät käytännön palautetta maailmanlaajuisilta käyttäjiltä – mukaan lukien rakennustyönjohtajat, maatalousalan toimijat, laitteiden vuokrausyhtiöt ja ulkomaiset jakelijat – jotta suunnittelupäivityksiä voidaan ohjata. Tämä varmistaa, että jokainen uusi malli tai tekninen versio vastaa suoraan loppukäyttäjien tarpeisiin, kuten kapean tilan käsittelyyn, polttoaineenkulutuksen vähentämiseen, lisääntyneeseen monikäyttöisyyteen tai helpompaan huoltamiseen.
Tässä vaiheessa Hightop myös standardoi tuotealustat, mikä mahdollistaa komponenttien uudelleenkäytön ja modulaarisuuden. Tämä ei ainoastaan nopeuta suunnittelukierroksia, vaan myös parantaa tuotannon johdonmukaisuutta ja pitkän aikavälin huollettavuutta.
Prosessi 2: Mekaaninen käsittely 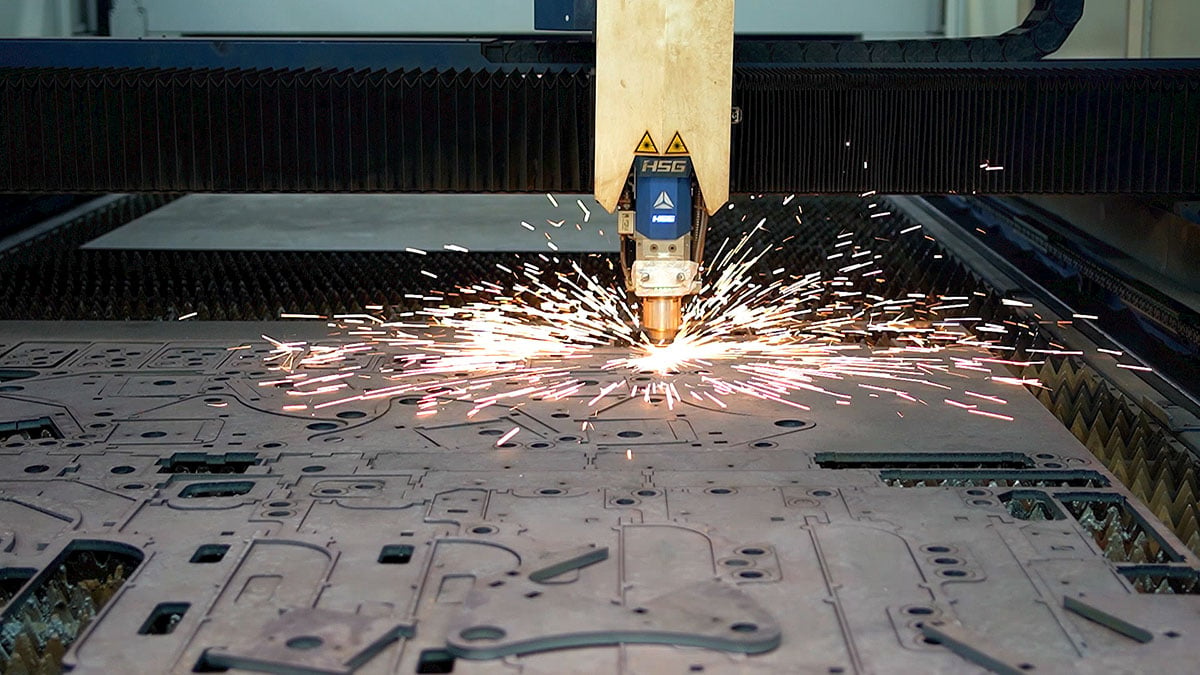
Työstöhallissa käytetään korkean tarkkuuden laserleikkuukoneita levymetallin eräajoleikkausta varten. Tämä työstömenetelmä saavuttaa millimetritason tarkkuuden osien käsittelyssä, varmistaen jokaisen komponentin mittojen tarkkuuden ja yhdenmukaisuuden, ja luo näin perustan koko koneen kokoonpanon laadulle.
Koneistusprosessiin kuuluvat leikkaus, poraus, jyrsintä, leikkaus, taivutus ja muotoilu. Jokainen vaihe on hallittu digitaalisella laitteistolla, kuten CNC-koneistuskeskuksilla, varmistaen että toleranssipoikkeamat pysyvät tiukkojen standardien sisällä. Tällaisen tarkkuuden ylläpitäminen takaa, että Hightopin rakennemoduulit asennuksessa istuvat saumattomasti yhteen, minimoimalla virheet, jotka voivat vaikuttaa suorituskykyyn tai kestävyyteen.
Korkean lujuuden materiaalit valitaan eri osien mekaanisten rasitusten vaatimusten mukaan. Esimerkiksi keskeiset kantavat komponentit käsitellään lisävahvistuksella täyttääkseen alan turvallisuusstandardit. Automaattisten syöttöjärjestelmien käyttö parantaa entisestään tehokkuutta, varmistaen että tehdas pystyy ylläpitämään suurta tuotantotilavuutta samalla kun yhdenmukainen laatu säilyy.
Lisäksi eräkokoelmaprosessoinnin tiedot tallennetaan ja valvotaan, mikä mahdollistaa jokaisen osan täyden jäljitettävyyden. Tämä digitaalinen tietojärjestelmä parantaa laadunhallintaa ja tarjoaa olennaista tukea pitkäaikaiselle jälkimarkkinointipalvelulle.
Vaihe 3: Automaattinen hitsaus 
Hitsausprosessi käyttää automatisoituja hitsausrobottien toimintoja, ja robottikäsivarsi suorittaa tarkasti kaikkien monimutkaisten hitsausliitosten työn. Automatisoitu varusteisto ei ainoastaan paranna tuotantotehokkuutta, vaan takaa myös hitsauksen laadun vakauden ja yhtenäisyyden, parantaen merkittävästi rakenteellisten komponenttien lujuutta ja kestoa.
Hitsatut rakenteet ovat rakennuskoneiden tärkeimpiä komponentteja, koska ne vaikuttavat suoraan kantavuuteen, väsymisvastukseen ja pitkäaikaiseen stabiilisuuteen. Robottihitsaus takaa tasaisen läpäisevyyden, yhtenäiset hitsaussaumat ja vakiot kulmat, vähentäen ihmisten aiheuttamien epäjohdonmukaisuuksien riskiä.
Rakenteellisiin osiin, joissa vaaditaan lisälujuutta – kuten käsivarsien, jalanjälkien, alustakomponenttien ja kuormaa kantavien kehien osalta – Hightop käyttää monikerroksisia hitsausprosesseja ja suorittaa reaaliaikaista hitsauslämpötilan seurantaa. Tämä takaa, että hitsatut liitokset täyttävät mekaaniset suorituskykyvaatimukset ja kestävät kovia käyttöolosuhteita, kuten iskuja, värähtelyä ja jatkuvaa raskasta kuormitusta.
Laaduntarkastajat suorittavat hitsaussaumojen testauksen näköhavainnoin, ultraäänitarkastuksella ja kuormitusten sekä jännitysten arvioinnilla varmistaakseen, että kansainvälaiset valmistusstandardit täyttyvät.
Vaihe 4: Pinnan ruosteen poisto 
Ennen maalaamista kaikki metalliosat on käsiteltävä tiukasti ruosteen poistoprosessissa. Etistys- ja hiekkahalkaisumenetelmien avulla metallipinnalta poistetaan hapettuneet aineet ja epäpuhtaudet, jotta valmistaudutaan seuraaviin pinnoituskäsittelyihin.
Ruston poistoprosessi auttaa metalliosia saavuttamaan optimaalisen pinnankarheuden, parantaen pinnoitteen adheesiota ja estäen varhaista korroosiota vaativissa olosuhteissa. Käytetäänkö laitteistoa kosteissa alueissa, rannikkoalueilla, rakennustyömailla tai maatalousalueilla, ruston poisto takaa pitkäaikaisen resistenssin hapettumista ja ympäristön kulumista vastaan.
Hightop säätää suututuksen intensiteettiä, nopeutta ja kattavuutta ylläpitääkseen yhtenäistä pinnan esikäsittelyä kaikilla osilla. Suututuksen jälkeen komponentit käydään läpi toisessa puhdistusvaiheessa poistamaan mikroskooppiset hiukkaset, mikä takaa virheettömän pinnoituspinnan.
Vaihe 5: Ympäristönsuojelupinnoitus

Viimeinen vaihe käyttää automatisoitua spray-pinnoituslinjaa antaakseen laitteistolle kestävän ja kauniin "ulkopuolen". Ympäristöystävällinen jauhepinnoite kiinnittyy työkappaleen pintaan sähköstaattisen adsorptioon perustuvasti ja muodostaa lujaan sekä kestävän suojakerroksen korkean lämpötilan kypsytyksen jälkeen.
Hightopin pinta-ahdiste on kehitetty kestämään UV-säteilyn aiheuttamaa värjäytymistä, korroosiota, iskuihin ja kemikaalien altistumiseen, mikä takaa koneen ulkonäön säilymisen vuosien mittaisen ulkoilmakäytön jälkeen. Automaattinen linja varmistaa tarkan maalikerroksen paksuuden, värin yhtenäisyyden ja täydellisen peittävyyden monimutkaisilla rakenteisilla pinnoilla.
Ympäristöystävällisyys on myös etusijalla. Pinta-ahdinkoostumuksissa ei ole haitallisia liuottimia, ja niistä syntyy vähän jätettä, mikä vastaa kansainvälisiä ympäristönsuojelun standardeja. Automaattiset kovetusuunit säätävät tarkasti lämmityksen lämpötilaa ja kestoa, jotta pinnoite muodostaa kestävän sidoksen metalliin.
Tämä kerros parantaa paitsi visuaalista houkuttelevuutta myös suojaa naarmuilta, säävaikutuksilta ja kovilta työympäristöiltä.
Vaihe 6: Lean-asennus

Kokousosastolla kokeneet teknikot kokoavat eri komponentit valmiiksi koneeksi standardoituja toimintaohjeita noudattaen. Modulaarinen kokoonpanomenetelmä parantaa huomattavasti tuotantotehokkuutta samalla varmistaen, että jokainen kokoamisvaihe täyttää prosessivaatimukset.
Jokainen kokoonpanolinjan työasema noudattaa tarkkaa työnkulkua, joka kattaa hydraulijärjestelmien, moottorien, kaapelointihylsyjen, orsivien, ohjausjärjestelmien ja ohjaamokokoonpanojen asennuksen. Torque-työkaluja käytetään varmistamaan, että jokainen ruuvi ja liitos täyttää alalle määritellyt vääntömomenttivaatimukset.
Lean-tuotantoperiaatteet ohjaavat kokoonpanoprosessia, vähentäen tarpeettomia liikkeitä, estäen ihmisen tekemiä virheitä ja parantaen tehokkuutta. Tarkkaa säätöä vaativat komponentit, kuten hydrauliputket ja sähköliitokset, käsitellään koulutettujen asiantuntijoiden toimesta varmistaakseen virheettömän integraation.
Ennen kuin kone poistuu kokoonpanolinjalta, suoritetaan toimintakokeet, mukaan lukien:
- Hydraulisen reaktion testaus
- Moottorin sytytys ja turvallisuustarkastukset
- Kävelijärjestelmän kalibrointi
- Rakenteen värähtelytarkastus
- Jänteen, kauhan ja terän liiketesti
Näiden arviointien avulla varmistetaan, että kaikki laitteet ovat täysin toimivia ja valmiita käyttöympäristöön.
Prosessi 7: Koko prosessin laaduntarkastus

Laaduntarkastusprosessi kattaa koko tuotantoprosessin ja sisältää kolme tarkastusta: saapuvan tavaran laaduntarkastuksen, kiertotarkastuksen ja poistumistason laaduntarkastuksen. Laadunvalvojat käyttävät ammattilaista testivarustusta ja suorittavat tiukat tarkastukset jokaiselle komponentille ja puolivalmiille tuotteelle. Kaikkien mittojen, suorituskyvyn ja ulkonäön on täytettävä suunnittelumääritykset, eikä virheellisiä tuotteita saa päästää seuraavaan prosessivaiheeseen.
Saapuvan materiaalin tarkastus varmistaa, että teräs, moottorit, sylinterit, letkut, sähkökomponentit ja tarvikkeet täyttävät toimittajien standardit ja Hightopin sisäiset vertailukriteerit. Tuotannon aikana patruunoijat tarkkailevat koneen tarkkuutta, hitsausten laatu, pinnoitteen yhtenäisyyttä ja asennuksen oikeellisuutta.
Lopuksi jokainen valmistunut kone käy läpi kattavan erillisen tarkastuksen, johon kuuluu vakautustesti, kuormitustilassa suoritettava toimintakoe, hydraulivuotojen tarkistus ja turvallisuuden varmistus. Vain ne laitteet, jotka läpäisevät kaikki tarkastuspisteet, voidaan pakata ja toimittaa.
Näiden seitsemän prosessin huolellisen käsittelyn kautta jokainen Hightop-laitteisto kuvastaa valmistajansa neroutta ja viisautta. Tiukka prosessivirta, edistynyt tuotantovälineistö ja kokenut tekninen tiimi takaavat yhdessä, että jokainen tehtaan tuote täyttää korkeat laatuvaatimukset. Hightop Group on saavuttanut laajaa tunnustusta ja hyvää mainetta globaalilla markkinalla tiukalla valvonnalla tuotannon jokaisessa vaiheessa. Tulevaisuudessa Hightop Group jatkaa tuotanto- ja valmistusprosessien optimointia ja luo suurempaa arvoa maailmanlaajuisille asiakkaille erinomaisen tuotevalikoiman ja kattavan palvelujärjestelmän avulla.



