हाइटॉप ग्रुप के आधुनिक उत्पादन आधार पर, प्रत्येक निर्माण मशीनरी के निर्माण में लगातार सुधार की यात्रा होती है। डिज़ाइन से लेकर उत्पादन तक, सात कठोर उत्पादन प्रक्रियाएँ एक दूसरे से जुड़ी होती हैं जो मिलकर हाइटॉप उत्पादों की विश्वसनीय गुणवत्ता के लिए एक मजबूत आधार तैयार करती हैं।

प्रक्रिया 1: नवाचार डिज़ाइन
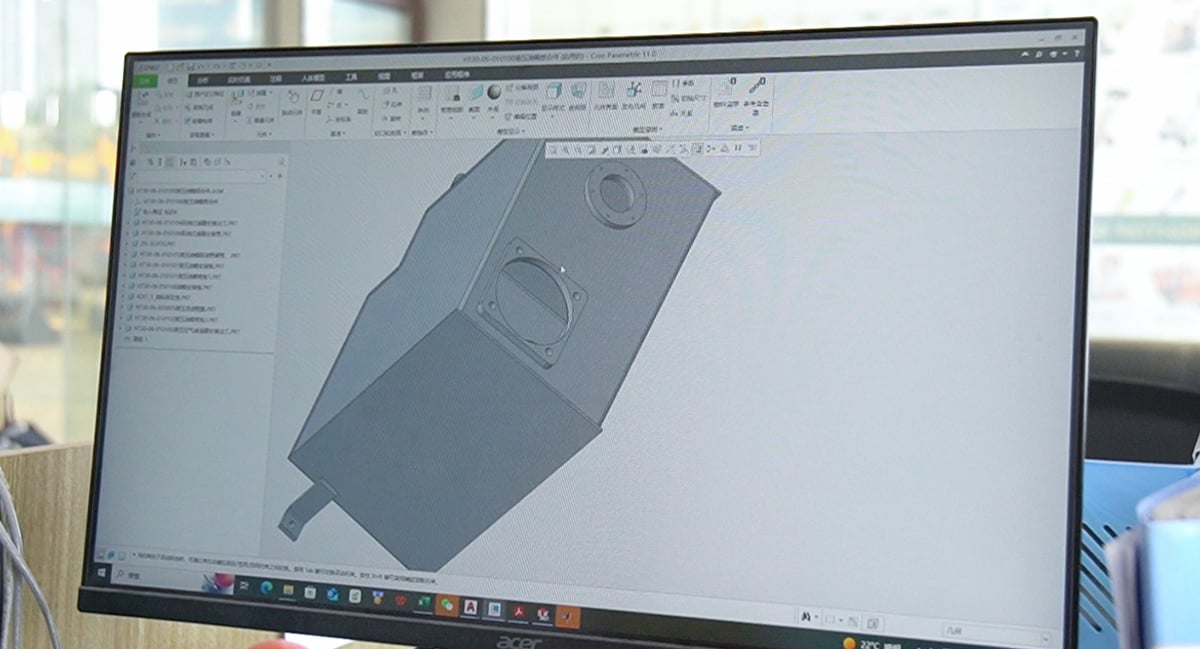
प्रत्येक उपकरण की शुरुआत एक कठोर डिज़ाइन ब्लूप्रिंट के साथ होती है। हाइटॉप इंजीनियरिंग टीम बाजार की मांग के आधार पर उत्पादों के विकास और नवाचार के लिए उन्नत CAD/CAM डिज़ाइन प्रणाली का उपयोग करती है, जो बाद के उत्पादन के लिए सटीक तकनीकी मार्गदर्शन और डेटा समर्थन प्रदान करती है।
पारंपरिक संरचनात्मक डिज़ाइन से परे, हाइटॉप के अनुसंधान एवं विकास इंजीनियर प्रदर्शन अनुकूलन, मानव-केंद्रित डिज़ाइन, ऊर्जा दक्षता और घटकों की स्थायित्व पर भी ध्यान केंद्रित करते हैं। किसी भी उत्पाद को मशीनीकरण चरण में जाने से पहले तनाव परीक्षण, भार वितरण अनुकूलन, गतिशील मॉडलिंग और संरचनात्मक सामर्थ्य मूल्यांकन जैसे डिजिटल सिमुलेशन विश्लेषण से गुज़रना होता है। इन चरणों से संभावित कमजोरियों की पहचान करने, संरचनात्मक व्यवस्था में सुधार करने और निर्माण की व्यवहार्यता की पुष्टि करने में मदद मिलती है।
बाजार की मांग के बारे में अनुसंधान को भी डिज़ाइन चरण में शामिल किया जाता है। इंजीनियर निर्माण ठेकेदारों, कृषि ऑपरेटरों, उपकरण किराया कंपनियों और विदेशी वितरकों सहित वैश्विक उपयोगकर्ताओं से वास्तविक प्रतिक्रिया एकत्र करते हैं—ताकि डिज़ाइन अपग्रेड का मार्गदर्शन किया जा सके। इससे यह सुनिश्चित होता है कि प्रत्येक नया मॉडल या तकनीकी संस्करण सीधे अंत उपयोगकर्ता की आवश्यकताओं को पूरा करे, जैसे संकीर्ण क्षेत्र में गतिशीलता, ईंधन की खपत में कमी, बढ़ी हुई बहुमुखी प्रतिभा या रखरखाव में आसानी।
इस चरण में, हाइटॉप उत्पाद प्लेटफॉर्म को मानकीकृत भी करता है, जिससे घटकों के पुनः उपयोग और मॉड्यूलारिटी को संभव बनाया जा सकता है। इससे डिज़ाइन चक्रों को तेज करने के साथ-साथ उत्पादन में स्थिरता और दीर्घकालिक सेवाक्षमता में भी वृद्धि होती है।
प्रक्रिया 2: यांत्रिक प्रसंस्करण 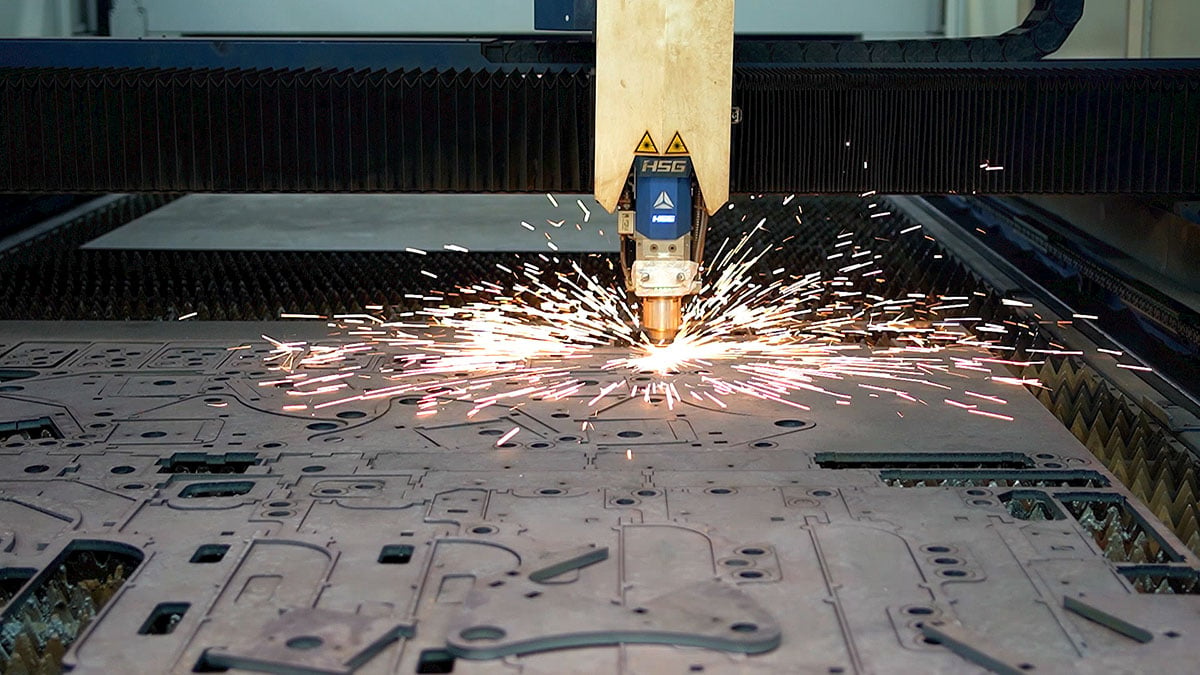
मशीनिंग वर्कशॉप में, उच्च-सटीकता वाली लेजर कटिंग मशीनों का उपयोग शीट धातु की बैच कटिंग करने के लिए किया जाता है। यह प्रसंस्करण विधि भागों के प्रसंस्करण में मिलीमीटर-स्तरीय सटीकता प्राप्त कर सकती है, जिससे प्रत्येक घटक की आयामी सटीकता और स्थिरता सुनिश्चित होती है तथा मशीन की समग्र असेंबली गुणवत्ता के लिए आधार तैयार होता है।
मशीनिंग प्रक्रिया में कटिंग, ड्रिलिंग, मिलिंग, स्टैम्पिंग, बेंडिंग और आकार देना शामिल है। प्रत्येक चरण को सीएनसी मशीनिंग सेंटर जैसे डिजिटल उपकरणों द्वारा नियंत्रित किया जाता है, जिससे सुनिश्चित होता है कि सहनशीलता विचलन कठोर मानकों के भीतर बने रहें। इस तरह की सटीकता बनाए रखकर, हाइटॉप सुनिश्चित करता है कि असेंबली के दौरान संरचनात्मक घटक एक-दूसरे से बिल्कुल फिट बैठें, जिससे प्रदर्शन या टिकाऊपन को प्रभावित करने वाली त्रुटियों को न्यूनतम किया जा सके।
उच्च-ताकत वाली सामग्री को विभिन्न भागों की यांत्रिक तनाव आवश्यकताओं के अनुसार चुना जाता है। उदाहरण के लिए, प्रमुख भार-वहन घटकों को उद्योग के सुरक्षा मानकों को पूरा करने के लिए अतिरिक्त मजबूती उपचार से गुजरना पड़ता है। स्वचालित फीडिंग सिस्टम के उपयोग से दक्षता में और सुधार होता है, जिससे यह सुनिश्चित होता है कि कारखाना लगातार गुणवत्ता बनाए रखते हुए उच्च मात्रा में उत्पादन जारी रख सके।
इसके अतिरिक्त, बैच प्रोसेसिंग डेटा को रिकॉर्ड और निगरानी के अधीन किया जाता है, जिससे प्रत्येक भाग की पूर्ण ट्रेसएबिलिटी सुनिश्चित होती है। यह डिजिटल रिकॉर्ड प्रणाली गुणवत्ता प्रबंधन में सुधार करती है और दीर्घकालिक बिक्री के बाद की सेवा के लिए आवश्यक सहायता प्रदान करती है।
प्रक्रिया 3: स्वचालित वेल्डिंग 
वेल्डिंग प्रक्रिया संचालन के लिए स्वचालित वेल्डिंग रोबोट को अपनाती है, और रोबोटिक आर्म विभिन्न जटिल वेल्ड्स के वेल्डिंग कार्य को सूक्ष्मता से पूरा करता है। स्वचालित उपकरण केवल उत्पादन दक्षता में सुधार ही नहीं करते, बल्कि वेल्डिंग गुणवत्ता की स्थिरता और एकरूपता को भी सुनिश्चित करते हैं, जिससे संरचनात्मक घटकों की शक्ति और स्थायित्व में महत्वपूर्ण वृद्धि होती है।
वेल्डेड संरचनाएँ निर्माण मशीनरी के सबसे महत्वपूर्ण घटकों में से एक हैं, क्योंकि वे सीधे भार-वहन क्षमता, थकान प्रतिरोधकता और दीर्घकालिक स्थिरता को प्रभावित करती हैं। रोबोटिक वेल्डिंग समान प्रवेश, एकरूप वेल्ड सीम और स्थिर कोण सुनिश्चित करती है, जिससे मानव-जनित असंगतियों का जोखिम कम हो जाता है।
उन संरचनात्मक भागों के लिए जिन्हें अतिरिक्त शक्ति की आवश्यकता होती है—जैसे बाजू, बूम, चेसिस घटक और भार वहन करने वाले फ्रेम—हाइटॉप मल्टी-लेयर वेल्डिंग प्रक्रियाओं को लागू करता है और वास्तविक समय में वेल्डिंग तापमान की निगरानी करता है। इससे यह सुनिश्चित होता है कि वेल्डेड जोड़ मशीनी प्रदर्शन की आवश्यकताओं को पूरा करें और प्रभाव, कंपन और लगातार भारी भार के कार्य जैसी कठोर परिचालन परिस्थितियों का सामना करने में सक्षम हों।
गुणवत्ता निरीक्षक अंतरराष्ट्रीय विनिर्माण मानकों के अनुपालन की गारंटी देने के लिए दृश्य निरीक्षण, अल्ट्रासोनिक परीक्षण और लोड-तनाव मूल्यांकन का उपयोग करके वेल्ड सीम का परीक्षण करते हैं।
प्रक्रिया 4: सतह के जंग को हटाना 
स्प्रे करने से पहले, सभी धातु भागों पर सख्त जंग निकालने की प्रक्रिया की जानी चाहिए। शॉट ब्लास्टिंग और सैंड ब्लास्टिंग जैसी उन्नत प्रक्रियाओं के माध्यम से धातु की सतह पर मौजूद ऑक्साइड और अशुद्धियों को हटा दिया जाता है ताकि बाद की सतह उपचार प्रक्रिया के लिए तैयारी की जा सके।
जंग निकालने की प्रक्रिया धातु के भागों को इष्टतम सतह कठोरता प्राप्त करने में सहायता करती है, जिससे लेपन चिपकाव में सुधार होता है और कठोर वातावरण में जल्दी जंग लगने से रोकथाम होती है। चाहे उपकरण आर्द्र क्षेत्रों, तटीय क्षेत्रों, निर्माण स्थलों या कृषि क्षेत्रों में उपयोग किए जाएँ, जंग निकालना ऑक्सीकरण और पर्यावरणीय क्षरण के प्रति दीर्घकालिक प्रतिरोधकता सुनिश्चित करता है।
हाइटॉप सभी भागों में एकरूप सतह तैयारी बनाए रखने के लिए ब्लास्टिंग तीव्रता, गति और आवरण को नियंत्रित करता है। ब्लास्टिंग के बाद, घटकों को एक निर्मल लेपन सतह की गारंटी देने के लिए सूक्ष्म कणों को हटाने के लिए द्वितीयक सफाई से गुजारा जाता है।
प्रक्रिया 5: पर्यावरण संरक्षण स्प्रेयिंग

अंतिम प्रक्रिया में उपकरणों को टिकाऊ और सुंदर "कोट" देने के लिए स्वचालित स्प्रे लेपन उत्पादन लाइन अपनाई जाती है। पर्यावरण के अनुकूल पाउडर कोटिंग इलेक्ट्रोस्टैटिक अधिशोषण के माध्यम से कार्यपृष्ठ की सतह पर समान रूप से चिपकती है और उच्च ताप उपचार के बाद एक मजबूत और टिकाऊ सुरक्षात्मक परत बन जाती है।
हाइटॉप की पाउडर कोटिंग को यूवी फीकापन, क्षरण, धक्कों और रासायनिक जोखिम के प्रति प्रतिरोधी बनाने के लिए तैयार किया गया है, जिससे यह सुनिश्चित होता है कि मशीन बाहरी उपयोग के वर्षों के बाद भी अपनी उपस्थिति बनाए रखे। स्वचालित लाइन सटीक पेंट की मोटाई, रंग में एकरूपता और जटिल संरचनात्मक सतहों के पूर्ण कवरेज को सुनिश्चित करती है।
पर्यावरणीय स्थिरता को भी प्राथमिकता दी जाती है। पाउडर कोटिंग में हानिकारक विलायक नहीं होते हैं और न्यूनतम अपशिष्ट उत्पन्न करते हैं, जो अंतरराष्ट्रीय पर्यावरण संरक्षण मानकों के अनुरूप है। स्वचालित क्योरिंग ओवन ऊष्मा तापमान और अवधि को सटीक रूप से नियंत्रित करते हैं ताकि धातु के साथ कोटिंग का दीर्घकालिक बंधन सुनिश्चित हो सके।
यह परत न केवल दृश्य आकर्षण में वृद्धि करती है बल्कि खरोंच, मौसमी जोखिम और कठोर कार्यक्षेत्र के वातावरण से भी सुरक्षा प्रदान करती है।
प्रक्रिया 6: लीन असेंबली

असेंबली वर्कशॉप में, अनुभवी तकनीशियन मानकीकृत संचालन प्रक्रियाओं के अनुसार विभिन्न घटकों को एक पूर्ण मशीन में जोड़ते हैं। मॉड्यूलर असेंबली विधि उत्पादन दक्षता में बहुत सुधार करती है और यह सुनिश्चित करती है कि प्रत्येक असेंबली चरण प्रक्रिया आवश्यकताओं को पूरा करे।
असेंबली लाइन के प्रत्येक स्टेशन सख्त कार्यप्रवाह का पालन करते हैं, जिसमें हाइड्रोलिक प्रणालियों, इंजनों, वायरिंग हार्नेस, ट्रैक, नियंत्रण प्रणालियों और केबिन असेंबली की स्थापना शामिल है। प्रत्येक बोल्ट और कनेक्शन उद्योग के टोक़ विनिर्देशों को पूरा करना सुनिश्चित करने के लिए टोक़ उपकरणों का उपयोग किया जाता है।
लीन-उत्पादन सिद्धांत असेंबली प्रक्रिया का मार्गदर्शन करते हैं, जो अनावश्यक गतिविधियों को कम करते हैं, मानव त्रुटि को रोकते हैं और दक्षता में सुधार करते हैं। जिन घटकों को सूक्ष्म समायोजन की आवश्यकता होती है—जैसे हाइड्रोलिक लाइनें और विद्युत कनेक्शन—उन्हें बिना किसी त्रुटि के एकीकरण सुनिश्चित करने के लिए प्रशिक्षित विशेषज्ञों द्वारा संभाला जाता है।
एक मशीन के असेंबली लाइन से बाहर निकलने से पहले, कार्यात्मक परीक्षण किए जाते हैं, जिनमें शामिल हैं:
- हाइड्रोलिक प्रतिक्रिया परीक्षण
- इंजन आग और सुरक्षा जांच
- चलने वाली प्रणाली कैलिब्रेशन
- संरचनात्मक कंपन निरीक्षण
- बूम, बाल्टी और ब्लेड गति परीक्षण
इन मूल्यांकनों के माध्यम से, प्रत्येक उपकरण को पूरी तरह से कार्यात्मक और संचालनात्मक वातावरण के लिए तैयार होने की पुष्टि की जाती है।
प्रक्रिया 7: पूर्ण प्रक्रिया गुणवत्ता निरीक्षण

गुणवत्ता निरीक्षण प्रक्रिया पूरी उत्पादन प्रक्रिया में चलती है, जिसमें तीन जांच शामिल हैं: आने वाले गुणवत्ता निरीक्षण, गश्ती गुणवत्ता निरीक्षण और ऑफ़लाइन गुणवत्ता निरीक्षण। गुणवत्ता निरीक्षक प्रत्येक घटक और अर्ध-तैयार उत्पाद पर कठोर निरीक्षण करने के लिए पेशेवर परीक्षण उपकरण का उपयोग करते हैं, जिसमें सभी आयाम, प्रदर्शन और उपस्थिति के लिए डिज़ाइन आवश्यकताओं को पूरा करने की आवश्यकता होती है, तथा अयोग्य उत्पादों को अगली प्रक्रिया में प्रवेश करने से रोका जाता है।
आगत सामग्री निरीक्षण यह सुनिश्चित करता है कि स्टील, इंजन, मोटर्स, होज़, सिलेंडर, विद्युत घटक और एक्सेसरीज़ सभी आपूर्तिकर्ता मानकों और हाइटॉप की आंतरिक मानक आवश्यकताओं के अनुरूप हों। उत्पादन के दौरान, गश्ती निरीक्षक मशीनिंग सटीकता, वेल्डिंग अखंडता, कोटिंग एकरूपता और असेंबली की सहीता की निगरानी करते हैं।
अंत में, प्रत्येक पूर्ण मशीन को स्थिरता परीक्षण, भार के तहत कार्यात्मक परीक्षण, हाइड्रोलिक रिसाव जांच और सुरक्षा सत्यापन सहित एक व्यापक ऑफलाइन निरीक्षण से गुज़ारा जाता है। केवल वह उपकरण जो सभी जाँच बिंदुओं में पास होता है, उसे पैक किया जा सकता है और भेजा जा सकता है।
इन सात प्रक्रियाओं के निपुण शिल्पकारी के माध्यम से, प्रत्येक हाइटॉप उपकरण अपने निर्माता की नवाचारशीलता और बुद्धिमत्ता को दर्शाता है। कठोर प्रक्रिया प्रवाह, उन्नत उत्पादन उपकरण और अनुभवी तकनीकी टीम संयुक्त रूप से यह सुनिश्चित करती है कि प्रत्येक कारखाना उत्पाद उच्च गुणवत्ता आवश्यकताओं को पूरा करे। उत्पादन के हर पहलू पर कड़े नियंत्रण के माध्यम से हाइटॉप ग्रुप को वैश्विक बाजार में व्यापक मान्यता और अच्छी प्रतिष्ठा प्राप्त हुई है। भविष्य में, हाइटॉप ग्रुप अपनी उत्पादन और विनिर्माण प्रक्रियाओं को लगातार अनुकूलित करेगा तथा उत्कृष्ट उत्पाद गुणवत्ता और एक व्यापक सेवा प्रणाली के साथ वैश्विक ग्राहकों के लिए अधिक मूल्य सृजित करेगा।



